Semi-manual dismantling of small electric and electronic equipment
Short Description
Status
completed
Summary
The WEEE Directive and its implementation in EU Member States have provided a firm basis for a transition from source-sink economies to a true cycle economy. However, the regulation has also caused new forms of competitive pressure. In the recent past, this has given rise to a shift of focus from quality-conscious depollution required by legislators to a practice of cost minimization, adversely affecting quality, health and safety at work, and the environment.
Manual disassembly operations are increasingly coming under pressure, finding it difficult to compete with mechanized waste treatment. At the same time, mechanical treatment systems are found to be inadequately designed with regard to a number of aspects. To ensure appropriate depollution, many equipment categories should undergo partial manual disassembly prior to mechanized treatment in order to remove pollutant-containing parts.
The project entitled "Semi-manual disassembly of small WEEE" (waste electrical and electronic equipment) aimed to identify and assess improvement potentials in plant layout and workflow by characterizing WEEE input as to its composition and disassembly characteristics, and by conducting computer simulations of disassembly runs. The results are to be tested in a scheduled trial. The overall goals were:
- to significantly raise the workflow efficiency of disassembly (throughput rate per employee and unit of time);
- to further enhance and maintain the quality of depollution (non-destructive removal of all pollutant-containing parts) and to improve the separation of recyclable fractions - irrespective of a changing mix of employees;
- to better respond to a fluctuating availability of human resources and unpredictable differences in staff qualification;
- to enhance the safety, skill level and satisfaction of individual employees.
The first stage of the project consisted of an analysis of current disassembly routines, as followed at the social enterprise D.R.Z. - Vienna Disassembly and Recycling Center.
The next stage involved an examination of the waste equipment input at the D.R.Z. Using a random sample of 500 devices, the input composition was categorized according to equipment types. 18 device types constituting 80% of the total mass (computers, printers, radio sets, telephones, etc.) were analyzed to identify the average material composition per device type.
Disassembly experiments were then conducted to determine additional parameters for these device types, such as disassembly time, optimum dismantling degree, operational costs and the revenue from recyclable fractions. Following these analyses, the generated data was entered into the ProdTect software tool to create virtual product models. These models formed a part of the underlying data used for the subsequent simulation.
Drawing on these analyses, scenarios were developed that promised improvements over the initial situation in terms of efficiency, quality, and factors of relevance for workforce assistance and supervision. The perspectives played a role in the development of said scenarios.
Efficiency
- throughput volume (mass of disassembled fractions)
- material revenue per employee
- disassembly cost
Quality
- quality of depollution
- quality of recyclables separation
Guidance and job placement assistance
- level of differentiation between individual disassembly tasks/advancement opportunities
- flexibility in assigning assistance and supervision duties to individual workers
- health and safety at work
These perspectives were transformed into criteria which were then used to assess the scenarios on the basis of simulation results, the focus being on the highest improvement potential. Throughout this particular project, the emphasis was also on factors of relevance for workforce assistance and supervision. Being a social enterprise, D.R.Z. primarily seeks to integrate formerly long-term unemployed individuals in the general labor market by providing temporary employment. In addition to gaining work experience through D.R.Z.'s operational activities, this ‘transit workforce' benefits from various social training programs. During their ‘transplacement year', employees attend courses, pursue internships and receive assistance in preparing career management profiles. A new disassembly workflow design hence must not be affected by employee fluctuation and availability.
Compared to the initial situation, the new scenarios differed in terms of layout (disassembly line vs. cellular disassembly in workstations) and in their differentiation and distribution of individual operations over a number of work cells (presorting of WEEE input into device types, separate work areas for depollution, and the allocation of disassembled parts to predefined recyclable fractions). Additional differentiation was to occur in the physical supply of waste equipment and the transport of output fractions.
In line with these differentiation characteristics, simulation-ready models were created using 13 chosen scenarios and one basic scenario representing the initial situation. With the aid of eM-Plant, an event-driven material flow simulation software, and SiDDatAS (Simulation Disassembly Data Administration Software), an interface and data management software developed at the Institute of Machine Tools and Production of Braunschweig Technical University, the simulation of a six-month disassembly operation was conducted per each scenario. The quantitative results of each simulation, such as WEEE throughput, disassembly costs and sales revenues, were then compared.
In addition to a differentiation with regard to disassembly layout and workflows, the simulations included parameters representing employee productivity and ability to learn, staff absence from work, and fluctuation. The scenarios were then ranked on the basis of simulation results and an evaluation of the quality of factors relevant for workforce assistance and supervision.
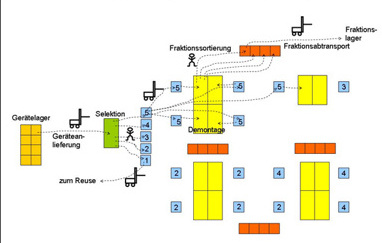
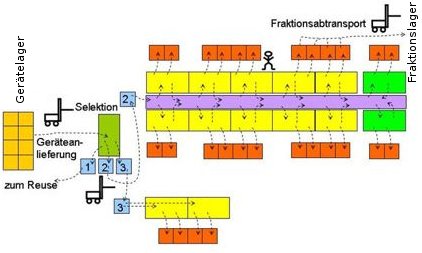
The two scenarios with the highest rankings (Figure) included a stage of presorting the input into different WEEE groups prior to its actual disassembly. In addition to salvaging equipment for reuse, WEEE designated for disassembly was sorted into groups with similar disassembly characteristics. As a result, rather than dismantling all types of equipment, employees would focus on one group only. This led to significant efficiency improvements, the benefits being a limited number of tools per WEEE group and faster learning curves for newly employed workers.
The scenario on the left is based on the old layout of a decentralized supply of waste equipment and output transport, while each employee continues to perform all work steps. In the figure the scenario on the right is designed in a way which provides for pollutant-containing parts to be removed from equipment with PCBs in separate work areas at the end of the disassembly line.
Input presorting rendered the best simulation results in terms of efficiency and cost optimization. Compared to the initial situation, this measure has a potential of improving the economic performance by 15 - 20%. All other scenarios, which among other features included a master disassembly line for all WEEE types or a central station for recyclables separation at the end of this line, brought no significant improvements over the initial situation.
With these measures taken it is possible to maintain the currently achieved high quality level of depollution. With regard to transit workforce assistance and supervision, the two highest ranking scenarios proved beneficial by ensuring an improved and more focused training due to more differentiation in the disassembly tasks, and by enabling ‘career advancement' from simple dismantling work to more complex duties during the ‘transplacement year'. The simulation and assessment results will be evaluated in the course of a trial run scheduled for February and March 2008.
The project successfully demonstrated that manual disassembly processes still hold a great improvement potential which is yet to be fully exploited. In accordance with the Ordinance on Waste Treatment Obligations, pollutant-containing parts shall be removed in a non-destructive manner while preventing contamination of other components and the environment. Since with many such parts (e.g. mercury switches and other components) this can only be done manually, the project results suggest that conducting research to further enhance manual disassembly processes is meaningful and necessary in order to uphold and enhance their competitiveness.
Project Partners
Project management
KERP Research Elektronik & Umwelt GmbH
Markus Spitzbart
Project collaborator:
Tibor Bognar, Ioan Revnic, Thomas Gruber
Project or cooperation partner
- ARGE RUSZ - ARGE Reparatur- und Servicezentren GmbH
Mathias Neitsch, Ulrike Kabosch - Universität für Bodenkultur Wien, Institut für Abfallwirtschaft
Felicitas Schneider, Stefan Salhofer - D.R.Z - Demontage- und Recycling-Zentrum Wien
Anton Stengeli, Isabelle Nagl, Markus Piringer - TU Braunschweig, Institut für Werkzeugmaschinen und Fertigungstechnik
Tobias Luger