Raise in efficiency due to optimized waste heat management in heat intensive processes of the metal-working industry
Short Description
Status
completed
Summary
Joh. Peng AG with headqarters at Thörl (Styria), is specialized in production of oil tempered spring steel wires for automobile, electrical, and mechanical industries. The manufacturing process of these wires requires different heat treatment steps as well as shaping steps. Process heat is provided by electricity and natural gas. Optimizing the energy input of the manufacturing process and reducing disposal costs of production residues are of high economic and ecologic importance. Therefore, the aim of this project was the investigations of technical feasibility and potential of the following topics:
- use of waste heat of the furnaces
- thermal insulation of heat treatment lead baths
- utilization of lead contaminated anthracite
These investigations have been carried out at plant "Patentieren IV". However, results can be transferred to other plants of Joh. Pengg AG as well as to plants of other companies.
To calculate the heat losses of natural gas fuelled furnaces under different conditions the mathematical model "RM_Abwärme.xls" has been developed. An example of such a model calculations is shown in Figure I.
Figure I: Example of a model calculation of the heat recovery of the furnace of plant "Patentieren IV" calculated with the mathematical model "RM_Abwärme.xls"
| INPUT-DATA | Input-cells | |
|---|---|---|
| (1) | operating hours per year (h/a) | 8.000 |
| (2) | fuel consumption per hour (mN³/h) | 50,0 |
| (3) | oxigen content of dry flue gas (v%) | 17,0 |
| (4) | flue gas temperature before heat exchanger t_before_HE (°C) | 193 |
| (5) | flue gas temperature after heat exchanger t_after_HE (°C) | 100 |
| RESULTS OF CALCULATIONS | ||
| (6) | useable heat (kW) by cooling from t_before_HE to t_after_HE | 88,9 |
| (7) | useable heat per year (MW/h) by cooling from t_before_HE to t_after_HE | 711,2 |
| (8) | mass flow of flue gas (kg/s) | 0,895 |
| (9) | standardized specific gravity of flue gas (kg/mN³) | 1,28 |
| fuel: natural gas Measurement point 2 - flue |
||
To determine the heat losses of the furnace of plant "Patentieren IV" measurements of temperature and oxygen content of the flue gas at two different locations (measurement points) for a heat exchanger have been taken. Measurement point 1 was positioned just after the furnace in the flue gas sampling pipe. Measurement point 2 was positioned in the flue, which is pneumatically separated from the combustion chamber. The heat losses, determined in this way, is shown in Diagram I.
The results show, that between ca. 90 and 125 kW of waste heat could be used at a temperature level of some 100 °C, for example for heating water baths of plant "Patentieren IV".
Thermal insulation of lead baths
To calculate the heat losses of the lead baths through their surface by convection and radiation, the mathematical model "RM_Wärmeverluste.xls" has been developed. This model also calculates the necessary thickness of thermal insulation. The model has been verified by experimental investigations at plant "Patentieren I". A calculation example for different insulation options is illustrated in Figure II.
Raise in efficiency due to optimized waste heat management in heat intensive processes of the metal-working industry
Figure II: Example of the calculation of the heat losses and the thickness of the insulation of lead baths of plants "Patentieren I", calculated with mathematical model "RM_Wärmeverluste.xls"
| INPUT-DATA | Input cells | ||
|---|---|---|---|
| (1) | ambient temperature (°C) | 30 | |
| (2) | operating hours per year (h/a) | 8000 | |
| Current conditions: |
|||
| anthracite insulation (thickness: 10 mm) | lead bath left | lead bath right | |
| (3) | lead bath temperature (°C) | 534 | 528 |
| (4) | length (m) | 3,88 | 3,88 |
| (5) | width (m) | 0,43 | 0,43 |
| (6) | emissivity coefficient of the surface | 0,9 | 0,9 |
| (7) | surface temperature t_is (°C) | 220 | 293 |
| Option 1: |
|||
| additional anthracite insulation | lead bath left | lead bath right | |
| (8) | emissivity coefficient of the surface | 0,9 | 0,9 |
| (9) | surface temperature t_def (°C) | 95 | 95 |
| Option 2: |
|||
| rock wool insulation | lead bath left | lead bath right | |
| (10) | emissivity coefficient of the surface | 0,9 | 0,9 |
| (11) | surface temperature t_def (°C) | 95 | 95 |
| Option 3: |
|||
| Dämmung mit anderem Dämmmaterial | lead bath left | lead bath right | |
| (12) | thermal conductivity (W/m*K) | 0,15 | 0,15 |
| (13) | emissivity coefficient of the surface | 0,9 | 0,9 |
| (14) | surface temperature t_def (°C) | 95 | 95 |
| RESULTS OF CALCULATIONS | |||||
|---|---|---|---|---|---|
| Current conditions |
lead bath left |
lead bath right |
total |
||
| (15) | heat losses (kW) | 7,18 | 12,29 | 19,47 | |
| (16) | heat losses (MWh/a) | 57,4 | 98,35 | 155,75 | |
| Option 1 |
lead bath left |
lead bath right |
total |
difference |
|
| (17) | thickness of insulation (mm) | 90 | 85 | ||
| (18) | heat losses (kW) | 1,58 | 1,58 | 3,15 | -84,00% |
| (19) | heat losses (MWh/a) | 12,6 | 12,6 | 25,19 | -84,00% |
| Option 2 |
lead bath left |
lead bath right |
total |
difference |
|
| (20) | thickness of insulation (mm) | 46 | 45 | ||
| (21) | heat losses (kW) | 1,58 | 1,58 | 3,15 | -84,00% |
| (22) | heat losses (MWh/a) | 12,6 | 12,6 | 25,19 | -84,00% |
| Option 3 |
lead bath left |
lead bath right |
total |
difference |
|
| (23) | thickness of insulation (mm) | 69 | 68 | ||
| (24) | heat losses (kW) | 1,58 | 1,58 | 3,15 | -84,00% |
| (25) | heat losses (MWh/a) | 12,6 | 12,6 | 25,19 | -84,00% |
The calculation model "RM_Wärmeverluste.xls" was verified by experimental investigations, shown in Figure III.
Different insulation materials were tested as surface insulation on the two lead baths of plant "Patentieren I". One of the lead baths (Figure III, right side) was covered by rock wool insulation plates. The other lead bath (Figure III, left side) was covered by a layer of anthracite. Both, the rock wool plates and the anthracite, were applied in different thickness layers onto the lead surface. The surface temperature was measured and compared with the calculation results. Results are shown in Diagram II.
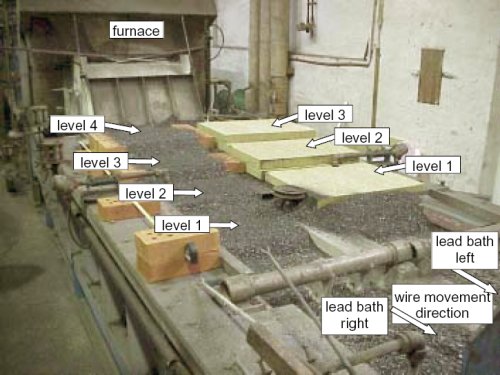
As shown in Diagram II, the calculation results highly correspond to the measurement data and verify the validity of the model.
The results of the example show, (please refer to Figure II), that the enlargement of the thickness of the insulation from app. 10 mm to some 90 mm could reduce the heat losses by convection and radiation by some 80 percent. However, it must be noted that the heat input by the incoming metal wires, having a temperature of some 950 °C, has to be released to the ambient, otherwise the temperature of the baths would increase. Therefore insulation of the lead baths is only possible in a range where the heat losses of the baths are higher than the heat input by the wires.
Utilization of lead contaminated anthracite
The anthracite, used for covering the lead surface, is continuously "used up" by several chemical and physical influences. In order to utilize the waste anthracite which is contaminate with lead as fuel for a furnace, the lead should by separated from the anthracite; but no reasonable method for separating the lead from the anthracite could be found. However, it was discovered that the company "Montanwerke Brixlegg AG" could process the lead contaminated anthracite and reduce the current disposal costs of this process for Joh. Peng AG by up to 70 percent.
Project Partners
Project management
Dipl.-Ing. Dr. Rudolf Stiglbrunner
JOANNEUM RESEARCH, Institut für Energieforschung
Institute
JOANNEUM RESEARCH Forschungsgesellschaft mbH
Institut für Energieforschung
Steyrergasse 17, A-8010 Graz
Tel.: +43 (0)316 876-1338
Fax: +43 (0)316 876-1320
Internet: http://www.joanneum.at/
Project or cooperation partner
-
Joh. Pengg AG
A-8621 Thörl
Tel.: +43 (0)3861 5090-0
Fax: +43 (0)3861 2318
Internet: http://www.wire-pengg.com/
Contact Address
Elisabethstraße 5, A-8010 Graz
Tel.: +43 (0)316 876-1366
Fax: +43 (0)316 876-1320
E-Mail: rudolf.stiglbrunner@joanneum.at
Internet: http://www.joanneum.at/ief/